这样的使精密及高速度切削更加高效
随着科学技术的不断发展,各种机械设备对零件精度的要求越来越高,特别是在航天航空、半导体、医疗器械、光通讯等高端制造业领域,精密加工技术的关键性愈发突出。
日本的Callum Hasegawa分享了一个6秒的视频,在youtube上引起了疯狂的点赞,这就是大家看到的上面的这张动图,凸起字样被缓慢地往下压进底部,最后变成平滑表面。最让人吃惊的是,这个表面的光滑和没有切割缝隙让人惊呆,也充分展现出了日本精密金属加工的强大技术。
精密加工技术的发展是一个长期的研究探索及实践的过程,目前被世界各国列为产品研发和技术应用的重点,我国精密加工技术仍处于发展阶段,自动化、智能化程度有待加深,产业化生产能力亟待提升。
航空发动机钛合金整体叶盘加工
航空发动机是飞机的心脏,是决定飞机性能的重要因素之一。发动机中盘、轴、鼓筒、轴颈等零件均是发动机的核心转动部件和关键件,在高温、高压、高转速的恶劣环境下工作。近年来,航空发动机技术随着科学技术的进步,逐步转向车铣复合加工、全程序无干预数控加工、各类边缘自动成型加工和自动光整加工等自动化、集成化、精准化及抗疲劳制造的方向推进和发展。

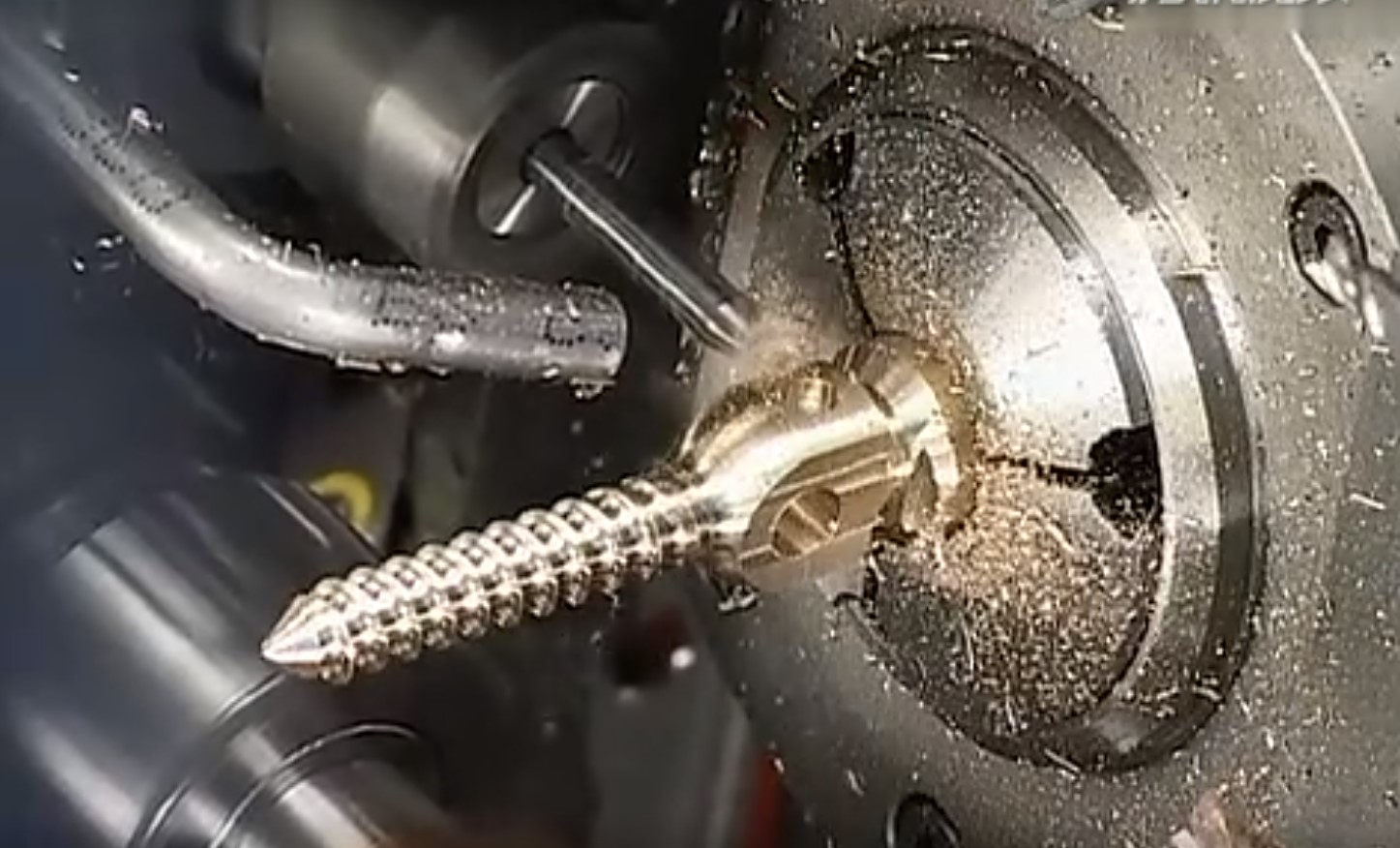
医疗骨钉加工制造
在医疗器械行业,精密加工技术也起着很大的作用,人造关节采用钛合金或其他贵金属材料,这些高精度零件的表面处理对清洁度、光整度和表面粗糙度具有极高要求,需要进行超精密研抛,形状要根据个人的身体结构定制,国外价格昂贵,而国内无论从使用寿命和安全性等方面存在较大差距。其他如微型内窥镜中的微小透镜及器件、心脏搭桥及血管扩张器、医用微注射头阵列等国内现在还无法生产。
机械手表精密加工制造
机械手表被誉为“人类所发明的最小、最坚固、最精密的机械之一”,由很多细小的零件组成的。手表机芯的齿轮、螺杆等零部件非常细小,它们紧紧地契合在一起,通过机械的转动,带动指针的变化。

在机械手表加工中,我们感叹精密加工技术的高端、精准和智能化的同时,可以清晰感知到精密加工是一件非常复杂、对工艺要求极高的一个行业。要实现精密加工,必须需要满足的几个重要条件:
精密加工的机理与工艺方法;
精密加工工艺装备;
精密加工工具;
精密加工中的工件材料;
精密测量及误差补偿技术;
精密加工工作环境、条件等。
其中,精密加工机床是精密加工最重要、最基本的加工设备。它需要满足高精度、高刚度、高稳定性、高自动化等基本要求。
满足了这些条件后,精密加工可为机械生产解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
而目前精密加工的难点主要呈现在以下几个方面:
① 工具和工件表面微观的弹性变形和塑性变形是随机的,精度难以控制;
② 工艺系统的刚度和热变形对加工精度有很大影响;
③ 去除层越薄,被加工表面所受的切应力越大,材料就越不易被去除;
④ 当去除厚度在1μm以下时,材料被去除的区域内产生的切应力急剧增大。因为当晶粒的尺寸为数微米时,加工就需在晶粒内进行,即把晶粒当作一个个不连续体进行切削。在晶粒内部,大约1μm左右的间隙内就有一个位错缺陷。
中国制造”精密机械加工短板正在补齐
我国自上世纪80~90年代,开始精密加工技术的研究和实践。很长一段时间以来,我国的精密制造行业都受到技术和人才储备的制约,在一些技术的创新上无法与外资大企业相抗衡,在业界一度流传着我国精密加工的现状是“世界一流的机床做二流甚至三流的产品”。但是伴随着国家政策的大力推进,行业竞争愈演愈烈,国内企业也在自主研发上投入大量资金,我们的精密加工技术取得了不小的成果。

比较典型的例子是“鲲龙”AG600的成功首飞。2017年12月24日,由中国自主研制的,目前全球在研最大水陆两栖飞机的“鲲龙”在广东珠海成功首飞的。据了解,AG600全机5万多个结构及系统零部件中98%由国内供应商提供,全机机载成品95%以上为国产产品。对此国内知名机床测头供应商东莞塔雷斯总经理张民志表示,这主要是得益于我国制造业在精密测量与加工生产技术上的突破与进步。
通过SIMM展上的调研,我们也了解到部分的国内精密零件加工企业经过不断发展调整,大量引进行业最尖端的器械设备,也大大提高了自身产品的精度和质量,在国际市场上同样具备较强的服务能力。
以粤港澳大湾区的精密加工企业的快速发展引人注目。飞亚达、泰日升、彼联、嘉业、发驰精工、爱得利、肯纳金属、山特维克、米刀具等部分领先的精密零件加工企业及刀具企业经过多年的积累和发展,在生产规模、质量控制、售后服务响应、产品同步开发、全球供货等方面形成了较强的竞争力,可提供涵盖航空、医疗、半导体、新能源、电子及消费类产品、模块及整机装配、自动化机器部件等领域的全套解决方案,独立开发设计,大批量生产交货,并逐步被波音、通用电气、博世、霍尼韦尔等工业巨头认可,并成为其供应体系的一员。
一次走刀=一个孔
用于深孔钻削的超长内冷疯狂钻CrazyDrill Cool XL 米克朗刀具研发了全新的深孔钻产品系列--超长内冷疯狂钻,钻孔深度可达50倍径。由于设计的独特性,超长内冷疯狂钻在每阶段钻削过程中,以及在所有材料的应用中,所产生的切屑都很短,并且不会产生卷绕。最新高质量硬质合金以及最精密的磨削技术可确保这一新产品系列能够达到最严格的质量要求,另外,超长内冷疯狂钻CrazyDrill Cool XL 采用特殊定制涂层,进一步保证其卓越的切削条件和刀具寿命,操作简单及高精度确保无故障的经济钻削,这样的刀具使精密加工及高速度切削更加高效
这样的使精密及高速度切削更加高效
随着科学技术的不断发展,各种机械设备对零件精度的要求越来越高,特别是在航天航空、半导体、医疗器械、光通讯等高端制造业领域,精密加工技术的关键性愈发突出。
日本的Callum Hasegawa分享了一个6秒的视频,在youtube上引起了疯狂的点赞,这就是大家看到的上面的这张动图,凸起字样被缓慢地往下压进底部,最后变成平滑表面。最让人吃惊的是,这个表面的光滑和没有切割缝隙让人惊呆,也充分展现出了日本精密金属加工的强大技术。
精密加工技术的发展是一个长期的研究探索及实践的过程,目前被世界各国列为产品研发和技术应用的重点,我国精密加工技术仍处于发展阶段,自动化、智能化程度有待加深,产业化生产能力亟待提升。
航空发动机钛合金整体叶盘加工
航空发动机是飞机的心脏,是决定飞机性能的重要因素之一。发动机中盘、轴、鼓筒、轴颈等零件均是发动机的核心转动部件和关键件,在高温、高压、高转速的恶劣环境下工作。近年来,航空发动机技术随着科学技术的进步,逐步转向车铣复合加工、全程序无干预数控加工、各类边缘自动成型加工和自动光整加工等自动化、集成化、精准化及抗疲劳制造的方向推进和发展。
医疗骨钉加工制造
在医疗器械行业,精密加工技术也起着很大的作用,人造关节采用钛合金或其他贵金属材料,这些高精度零件的表面处理对清洁度、光整度和表面粗糙度具有极高要求,需要进行超精密研抛,形状要根据个人的身体结构定制,国外价格昂贵,而国内无论从使用寿命和安全性等方面存在较大差距。其他如微型内窥镜中的微小透镜及器件、心脏搭桥及血管扩张器、医用微注射头阵列等国内现在还无法生产。
机械手表精密加工制造
机械手表被誉为“人类所发明的最小、最坚固、最精密的机械之一”,由很多细小的零件组成的。手表机芯的齿轮、螺杆等零部件非常细小,它们紧紧地契合在一起,通过机械的转动,带动指针的变化。
在机械手表加工中,我们感叹精密加工技术的高端、精准和智能化的同时,可以清晰感知到精密加工是一件非常复杂、对工艺要求极高的一个行业。要实现精密加工,必须需要满足的几个重要条件:
精密加工的机理与工艺方法;
精密加工工艺装备;
精密加工工具;
精密加工中的工件材料;
精密测量及误差补偿技术;
精密加工工作环境、条件等。
其中,精密加工机床是精密加工最重要、最基本的加工设备。它需要满足高精度、高刚度、高稳定性、高自动化等基本要求。
满足了这些条件后,精密加工可为机械生产解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
而目前精密加工的难点主要呈现在以下几个方面:
① 工具和工件表面微观的弹性变形和塑性变形是随机的,精度难以控制;
② 工艺系统的刚度和热变形对加工精度有很大影响;
③ 去除层越薄,被加工表面所受的切应力越大,材料就越不易被去除;
④ 当去除厚度在1μm以下时,材料被去除的区域内产生的切应力急剧增大。因为当晶粒的尺寸为数微米时,加工就需在晶粒内进行,即把晶粒当作一个个不连续体进行切削。在晶粒内部,大约1μm左右的间隙内就有一个位错缺陷。
中国制造”精密机械加工短板正在补齐
我国自上世纪80~90年代,开始精密加工技术的研究和实践。很长一段时间以来,我国的精密制造行业都受到技术和人才储备的制约,在一些技术的创新上无法与外资大企业相抗衡,在业界一度流传着我国精密加工的现状是“世界一流的机床做二流甚至三流的产品”。但是伴随着国家政策的大力推进,行业竞争愈演愈烈,国内企业也在自主研发上投入大量资金,我们的精密加工技术取得了不小的成果。
比较典型的例子是“鲲龙”AG600的成功首飞。2017年12月24日,由中国自主研制的,目前全球在研最大水陆两栖飞机的“鲲龙”在广东珠海成功首飞的。据了解,AG600全机5万多个结构及系统零部件中98%由国内供应商提供,全机机载成品95%以上为国产产品。对此国内知名机床测头供应商东莞塔雷斯总经理张民志表示,这主要是得益于我国制造业在精密测量与加工生产技术上的突破与进步。
通过SIMM展上的调研,我们也了解到部分的国内精密零件加工企业经过不断发展调整,大量引进行业最尖端的器械设备,也大大提高了自身产品的精度和质量,在国际市场上同样具备较强的服务能力。
以粤港澳大湾区的精密加工企业的快速发展引人注目。飞亚达、泰日升、彼联、嘉业、发驰精工、爱得利、肯纳金属、山特维克、米刀具等部分领先的精密零件加工企业及刀具企业经过多年的积累和发展,在生产规模、质量控制、售后服务响应、产品同步开发、全球供货等方面形成了较强的竞争力,可提供涵盖航空、医疗、半导体、新能源、电子及消费类产品、模块及整机装配、自动化机器部件等领域的全套解决方案,独立开发设计,大批量生产交货,并逐步被波音、通用电气、博世、霍尼韦尔等工业巨头认可,并成为其供应体系的一员。
一次走刀=一个孔
用于深孔钻削的超长内冷疯狂钻CrazyDrill Cool XL 米克朗刀具研发了全新的深孔钻产品系列--超长内冷疯狂钻,钻孔深度可达50倍径。由于设计的独特性,超长内冷疯狂钻在每阶段钻削过程中,以及在所有材料的应用中,所产生的切屑都很短,并且不会产生卷绕。最新高质量硬质合金以及最精密的磨削技术可确保这一新产品系列能够达到最严格的质量要求,另外,超长内冷疯狂钻CrazyDrill Cool XL 采用特殊定制涂层,进一步保证其卓越的切削条件和刀具寿命,操作简单及高精度确保无故障的经济钻削,这样的刀具使精密加工及高速度切削更加高效









