难材料不锈钢工件深孔加工技术
在机械加工中 ,随着企业的快速发展,对所加工材料的多样化需求不断增加,我们经常会遇到各种不锈钢工件的加工,不锈钢为什么难切削加工呢?不锈钢工件的加工除了合理选择外圆外, 钻孔和镗孔也成为加工中一大难题 ,尤其是深孔钻、深孔镗更是困难 。(此处不读)如果掌握不了它的特性, 在切削过程中不仅会损坏刀具 ,而且还得不到理想的加工质量, 有时根本不知道怎么做了!像高温合金、不锈钢以及钛合金等难加工的材料被广泛的应用于各行各业当中。在对这些材料加工的过程中,一定要分析出不同材料中存在的加工差异性。本文将针对不锈钢零件精密深孔数控车加工的方法进行了讨论。
一、典型零件分析
1、基本情况分析
一个工件为精密不锈钢零件,硬度为22—26HRC,材质是2Cr13不锈钢,在零件中设置多个深孔,特别是Φ等于17.5mm内孔是该零件的重点加工对象,直接影响到了整个零件产品的质量。同时,为了确保不锈钢零件加工的精准性,更要注重对内腔各孔的铣削加工的严格把控,才能满足尺寸、位置以及精度的要求。
2、加工难点分析

通过上图可以看出,由于零件结构的特殊构成,在内腔车削时只能采用螺纹胎具的定位方式进行装夹,(难加工材料切削)图中工作断面与轴向定位面的距离为156mm,由于工件加工的特殊要求,而且重心不规则,所以在装夹系统中就很容易失衡。在深孔数控车加工时,Φ17.5mm的内控深度达到了121mm,是高的七倍之多,镗削刀具的长径比超过了十倍,所以就增加了刀具的装夹的难度。同时对于尺寸精度、同轴度、垂直度都有很高的要求,如果在加工的过程中出现一点误差,都可能会对零件的实用性能造成严重的影响。所以对于不锈钢精密深孔的数控车加工要对刀具的选择、切削参数以及工艺路线的设置等都要有严格的要求,这些因素都会影响到该零件加工之后是否合格。
二、工艺路线的设计及加工刀具的选择
根据该零件的特点以及加工的难点,可以制定出以下数控车削工艺路线:粗车内外形—半精车内外形—精车内外形—精车Φ17.5mm内孔—精车内孔环形槽—车端面槽。
1、刀具的选择
要根据不锈钢自身的特性,从各方面综合考虑选择合适的刀具。
包括以下四点:
①为了避免出现工件脱落的现象发生,所以就要选择与螺纹胎具螺纹反向的右手刀具。
②要尽量选择刀具的形状及切削槽形中切削力最小的,这样就可以减少对零件刚性的影响。
③刀尖的圆弧要适中。圆弧过大,会产生颤纹;圆弧过小,刀尖容易损坏,影响了刀具的使用寿命。
④在刀杆的选择上要选择内冷却的形式,这样在加工的过程中就会使零件得到充分的冷却,同时还要对排屑方向做好相应的控制。
2、工件的装夹

由于不锈钢零件的结构特征,只能通过采用螺纹胎具对轴向定位面进行定位。在安装螺纹胎具的时候要保证精准性和严密性,确保螺纹和主轴同轴。在螺纹胎具材料的选择上也要有一定的要求,要使用40Cr材料作为基体材料,然后经过热处理式硬度发生变化,达到28—32HRC才能满足加工的需求。同时还要保证在螺纹胎具上的导向面的粗糙程度Ra不能大于1.6ųm,圆柱定位面的长度不能大于1.5mm,(难加工材料切削)这样就能够保证在加工的过程中不会出现错位的状况。
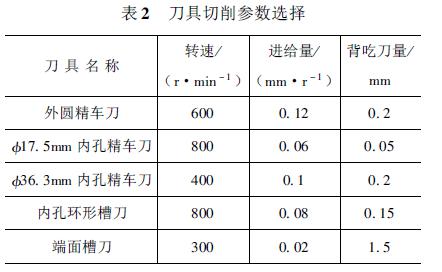
3、切削参数及内孔测量方式
根据零件的各参数以及精度,通过在表面粗糙程度的计算公式基础上Ra=50f²/r;其中r代表刀尖圆弧的半径,f代表刀具的进给量。然后通过在刀具手册上找到对应的切削参数,就可以得到对应的数值,所以不锈钢精密深孔的刀具切削参数为下图所示:
在对零件加工的过程中要时刻的关注刀片的磨损程度,要及时的更换刀片,减小对零件产生的不良影响,避免出现螺纹胎具与工件的“研死”状况。难加工材料不锈钢工件深孔加工技术
对于内孔的测量,在内孔Φ17.5mm上存在0.018mm的公差,如果是采用内径三爪千分尺对内孔进行测量,会存在更大的误差,而且在测量的过程中还可能会对内孔造成划痕,所以应该使用气动测量仪进行测量,因为它的测量精度能够精准到0.001mm,而且使用氮气作为主要能源,在测量的过程中一般不会对内孔造成影响,而且精度很高。
4、冷却方式及排屑问题
在切削方式上要选择刀杆内冷却与刀座外冷却相结合的方式,使用的切削液要使用水溶剂极压切削液,这样更能保证冷却的效果达到最佳效果。在进行外冷却的过程中要将切削液与刀尖的部位一致,就能够将刀尖与零件接触的部位快速的冷却,避免了在加工切削的过程中切削热对零件产生的不良影响。
由于该不锈钢零件的内孔长径比较大,所以在进行镗孔的过程中,在半精车、精车的每个加工环节都要暂停检查,将切屑及时的清理干净,避免切屑缠绕在刀杆上对零件产生划痕,严重的可能使刀尖断刃。难加工材料切削
三、不锈钢零件精密深孔数控车加工过程及注意事项
将螺纹车胎旋入到机床中,然后利用扳手将其固定好,通过在百分表的测量下,使工件的径向圆跳动与端面圆跳动不能超过0.002mm,为了防止在加工的过程中刀具的切削力太大,切削不稳定的状况,就要在没加工十件就要用百分表测量一次,这样就可以避免螺纹胎具产生位移,对加工的零件精度产生影响。同时还要保证在加工的外圆、端面槽时,要控制切削的速度、进给量不能太大,避免对端面槽和外圆上产生振纹;在加工内孔时,由于镗孔道与内孔直径距离很近,所以就要用百分表测量出道具的垂直位置;在精加工的过程中要排屑干净,避免切屑对零件刀杆产生影响,对深孔精加工的过程中要加工余量要控制在0.06—0.1mm之间。在以上所有的加工环节中都要对切屑形状、内孔表面粗糙度以及刀尖的使用情况进行及时的检查,保证机床的所有设备处于正常的运行状态,还要及时的更换刀片,确保零件加工的质量。
通过以上的方法进行实际的验证,对上百多件的零件加工后,测量不锈钢内孔的粗糙度值为09 ųm,圆柱度为0.002mm、垂直度为0.006mm,其他各参数都符合加工的要求,所以该方法的加工合格率达到98%以上,在很大程度上提升了加工的效率。这种数控车加工的方法对不锈钢零件、精密深孔以及端面槽零件车削加工的工艺提供了良好的技术支撑,提高了零件加工的精准度,同时也节省了材料的使用。难加工材料切削。
不锈钢的物理机械性能对其切削的特性有很大的影响, 其中导热性起着很大的作用, 被加工钢材的导热性愈低, 由切屑带走的热量就愈少, 而刀具上积聚的热量就愈多。由于不锈钢的韧性大、强度高、切削力大和导热性差, 因此切削时热量难于扩散, 致使刀具易于发热, 甚至用比加工一般钢材低得多的切削速度进行加工, 仍会使刀具产生大量的热, 降低了刀具的切削性能。在不锈钢的金属组织中, 由于有分散的碳化物质, 车削时会产生较高的磨蚀性, 因而使刀具容易磨损。不锈钢在高温时仍能保持其硬度和强度, 而刀具材料则由于超过热硬性限度, 而产生塑性变形。不锈钢有较高的粘附性, 使材料“粘结”到刀具上而产生“刀瘤”, 给车削带来困难, 影响零件表面粗糙度。不锈钢的强度高, 使之作用在刀具上的切削力增大, 不均衡的切削过程使刀具的震动增强。此外, 不锈钢的铸件和锻件毛料的硬度较高的氧化皮以及不连续和不规则的外形, 都会给车削带来困难。难加工材料不锈钢工件深孔加工技术









