CrazyMill Frontchamfer(前倒角疯狂铣)与米现有的刀具产品完美匹配。从直径1mm开始,这种倒角铣刀适用于最小尺寸的工件,并能到达所有角度及角落。高齿数—4-6取决于直径—允许高进给。值得肯定的切削几何确保卓越的表面质量。
特征:
• 硬质合金
• 所有刀具均带涂层
• 直径从1 mm 到 6 mm
• 90°倒角
• 4-6齿
• 适用于所有材料
根据需求:
• 特殊规格的尺寸、齿数及不同倒角角度
• 56 HRC以上的硬化钢的确切加工几何
加工的重要注意事项:
- 米克朗刀具推荐两步铣削,避免二级毛刺。
- 由于高齿数,允许进给率提高50%。

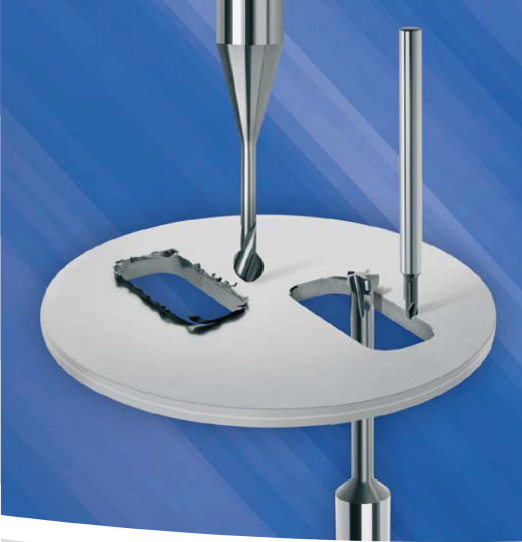
后倒角疯狂铣 -无需工件二次装夹
使用CrazyMill Backchamfer (后倒角疯狂铣),对于难到达孔或工件背面边缘,无需工件翻转及二次装夹。这种倒角铣刀可以进行从0.4mm孔或槽开始的微细加工 。高数量齿数确保卓越的表面质量。这种新型铣刀的主要应用于微加工,高质量要求的操作。例如医疗技术部件,钟表工业,汽车等。后倒角疯狂铣能够应用于所有的金属,同时适用于产生长切屑的难加工材料。
特性:
• 硬质合金
• 所有刀具均由涂层
• 直径范围0.36 至 5.7 mm
• 孔径从0.4 mm起
• 90°倒角
• 3-6齿
• 适用于所有材料
• 与疯狂钻系列产品的尺寸相匹配
根据需求:
• 特殊规格的长度,尺寸,齿数及倒角角度
• 56 HRC以上的硬化钢的确切加工几何
加工的重要注意事项:
- 米克朗刀具推荐常规铣削,避免二级毛刺。
- 理想方式为分两步铣削。
- 小尺寸孔的质量和直线度尤为重要。
- 米克朗刀具推荐使用定心疯狂钻钻导孔,使用疯狂钻进行精密钻孔。
- 使用切线方案阻止震动,
避免铣刀破损
双倒角疯狂铣 -实现一次夹持前后倒角
使用单一刀具,实现边缘及难到达点的前后倒角:CrazyMillDDoublechamfer(双倒角疯狂铣)使其从最小的尺寸Øl1lmm得以实现。高齿数确保其卓越的表面质量。这种新型铣刀主要应用于高质量要求的小机加工操作,例如:医疗技术部件,钟表及汽车等。
特征:
• 硬质合金
• 所有刀具均有涂层
• 直径范围0.9- 5.7 mm
• 倒角45°对90°
• 4-6齿
• 适用于所有材料
根据需求:
• 特殊规格用于不同长度,尺寸,齿数或倒角角度
为更好的加工,米克朗刀具的重要建议:
- 常规铣削
- 两步铣削确保边缘无毛刺机良好的表面质量。
- 尤其对于后倒角而言。
- 小直径孔的质量和直线度尤为重要。
- 米克朗刀具推荐使用CrazyDrill Pilot 定心疯狂钻钻导孔,使用CrazyDrill 疯狂钻进行精密钻孔。
- 使用切线方案阻止震动,避免铣刀破损
所有最高要求集成于一把刀具
CrazyMill Radiuschamfer(圆倒角疯狂铣)的切削区域可以达到300°,因此是前后去毛刺以及各种内外轮廓交叉钻铣的理想选择。得益于其特殊的切削几何—同时还可以除掉顽强的和柔软的毛刺,并且避免新的二级毛刺出现。超长规格还可实现难到达区域(斜孔出口端等)的加工。
特性:
• 可用切削范围300°
• 前后面去毛刺
• 专用切削几何
• 硬质合金
• 所有刀具均带涂层
• 适用于所有金属
根据需求:
• 特殊规格用于其它长度和尺寸。
工艺水平:
专用切屑几何:
• 去除顽固及柔软的毛刺。
最大可用切屑角度为300°:
• 允许前后去毛刺及倒角。
疯狂铣的灵活性:通用去毛刺刀具
对于难加工操作,顽固毛刺以及难到达点,通常逐一解
决是最经济的方案,因为与工件和加工材料能够理想地
吻合。
米克朗刀具研发和制造专用规格铣刀,应用于各种领
域。内孔去毛刺刀具与双倒角刀具

更多工具和参数请联系我们索取









