近几年数控机床技术和技术的飞速发展,高速已成为现代制造的重要组成和发展方向.在 高速数控机床的东西系统中,刀柄作为机床和刀具之 间的重要联接部件,是保 证 加工 质 量的 要害 要素 之 一.其间SHK标准的刀柄具有夹 持精度高、夹持力大、动平衡功用出色和曲折刚度高档 利益,被运用广泛运用于高速机床.在HSK刀柄中,刀具固定在刀柄有3种方法:机械 锁紧、热缩锁紧和液压锁紧.对应每种方法有相应的刀柄,其间液压锁紧对应为液压刀柄HET,热缩锁紧式对应的刀柄为热缩刀柄HST.
液压刀柄和热缩刀柄都具有夹紧可靠、回转精度高、装卸简单的特点,液压刀柄阻尼减振性能良好,热缩刀柄动平衡更优,都可用于粗加工、精加工.本文通过切削加工试验,对比分析两种刀具在粗加工下的加工质量和刀具寿命,为在制造中合理选择刀柄提供参考依据.
1 切削试验
1.1试验设备
(1)机床:MAG NBF540立式加工中心.
(2)刀具:粗糙度试验:Walter H4138217-12-0.5;刀具寿命试验:Walter H4138217-12-1.0.
(3)工件:工件材料为16MnCr5,尺寸100mm×80mm×60mm.
(4)测量工具:MarSurf PS1数显式表面粗糙度
测量仪;Dino-lite显微镜.
(5)刀柄:液压刀柄 SCHUNK 206404 Φ12 38104110;
热缩刀柄 SCHUNK 208123 Φ12 51131614 2414.
1.2 试验方案
1.2.1 粗糙度试验
(1)切削方案 在每个工件上切削3个深度分别为6mm,12mm和18mm的全槽和1个1mm的半槽.切削方案如图3所示.切削时主轴始终正转,
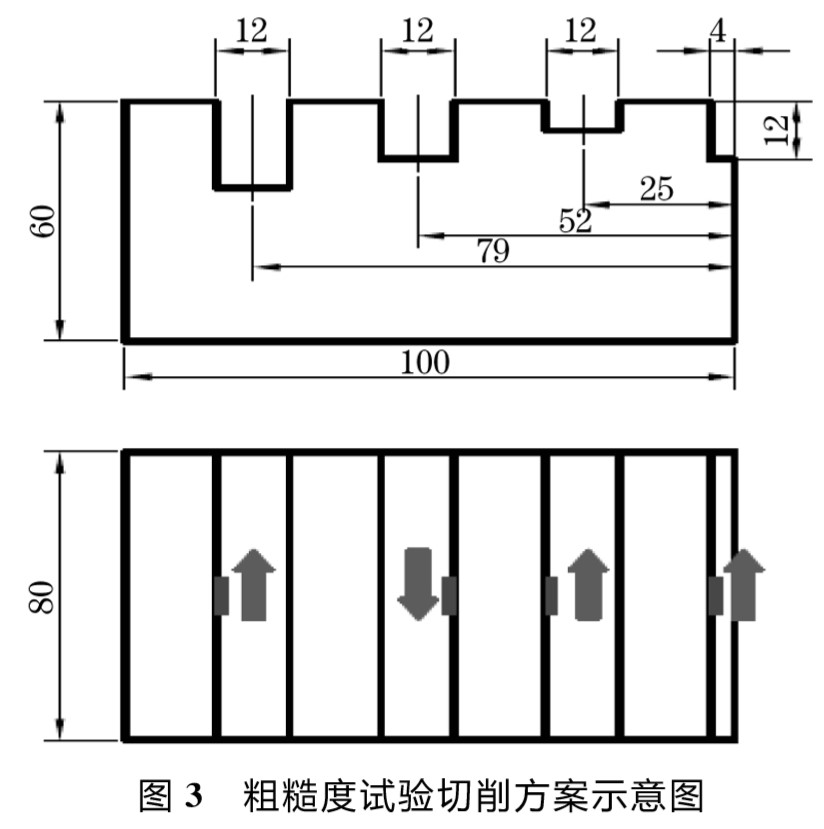
刀具按图中箭头方向进给运动.刀具安装时,保证刀具伸出刀柄长度净值为40mm.
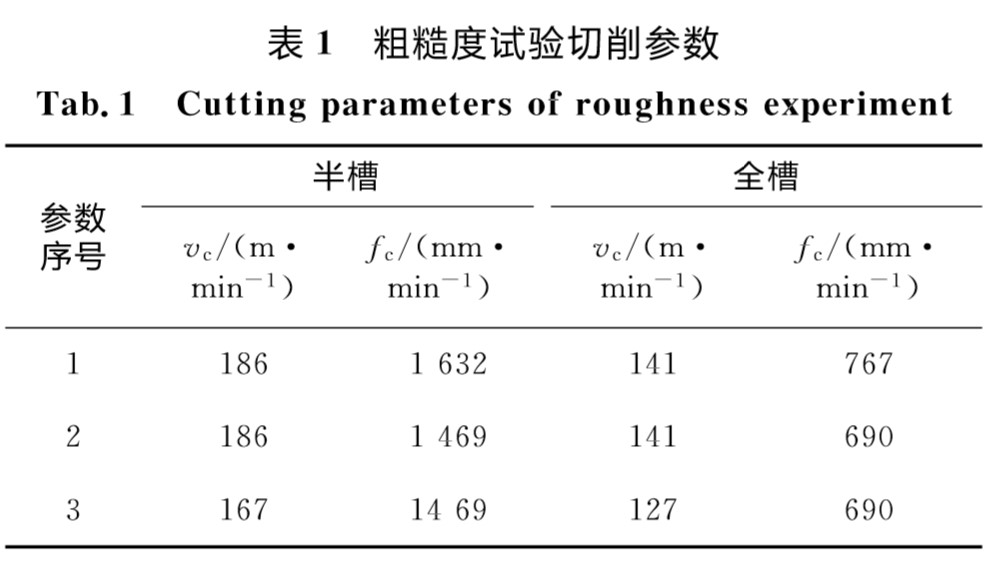
(2)切削参数 切削试验中采用3种不同的工艺参数,如表1所 示,表1中vc为铣刀铣削速度;fc 为切削进给速度.采用两种刀柄进行对比试验, 每组参数重复试验3次.对加工完成后的工件进行粗糙度测量,统一采用运动方向的左侧面的工件中间位置(图3中方块所示)进行粗糙度检测.
1.2.2 刀具寿命试验
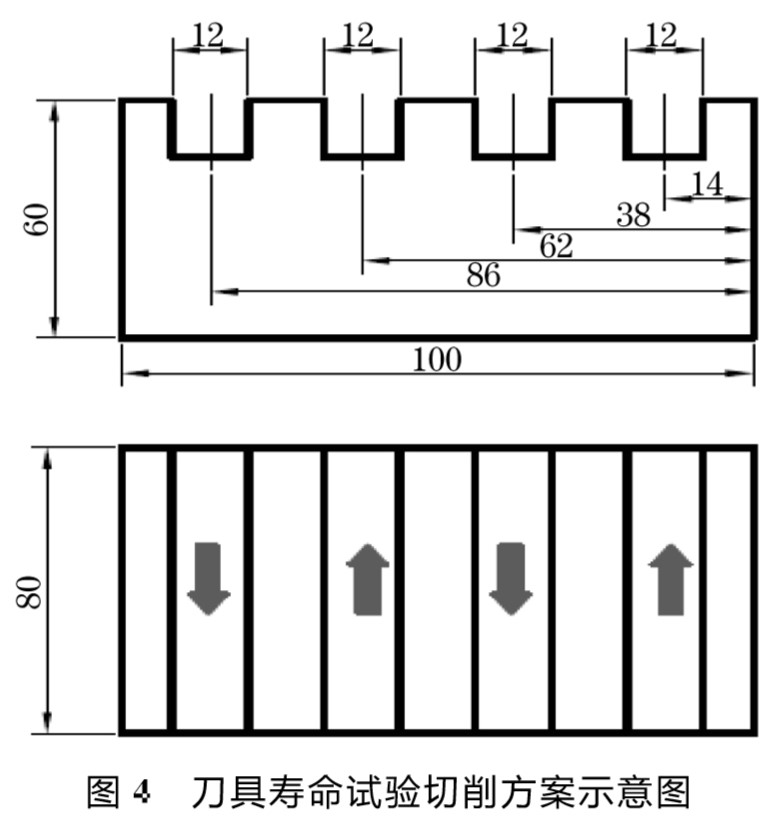
(1)切削方案 在每个工件上切削4个深度都
为12mm的全槽,切削方案如图4所示.切削时主轴 始终正转,刀具按图中箭头方向进给运动.刀具安装 时,保证刀具伸出刀柄长度的净值为40mm.图中箭 头为切削进给方向,方块为粗糙度检测位置.
2 切削参数
按照表2所示的切削参数进行.

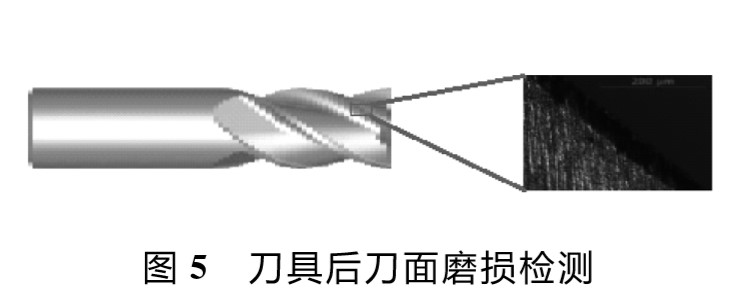
每个槽切削完成后,用显微镜观察铣刀主后刀面磨损带的宽度,如图5所示.设定刀具磨损量的上限为
100μm,当磨损带宽度超过上限时,更换新刀具,记录已完成槽的数量.两种刀柄分别重复3次试验.
3 试验结果与分析
3.1 粗糙度试验
(1)试验结果 通过切削试验,检测得到试验数
据.分析数据得到相同 参数 不 同刀 柄下 侧面 粗 糙度 与槽类型和深度的关系,如图6所示;不同参数相同 刀 柄下 侧面粗糙度与槽类 型和 深 度的 关系,如图 7 所示.日本NT液压刀柄
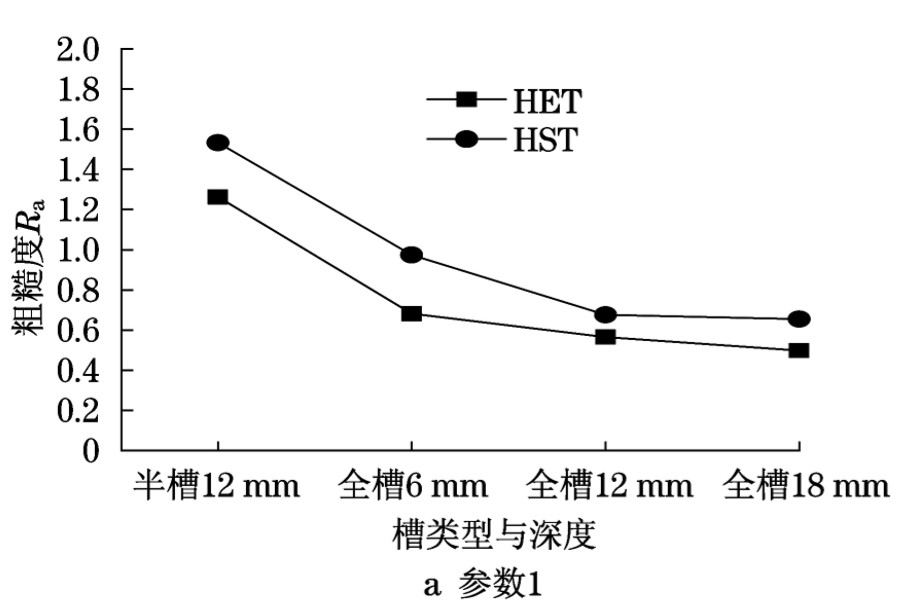
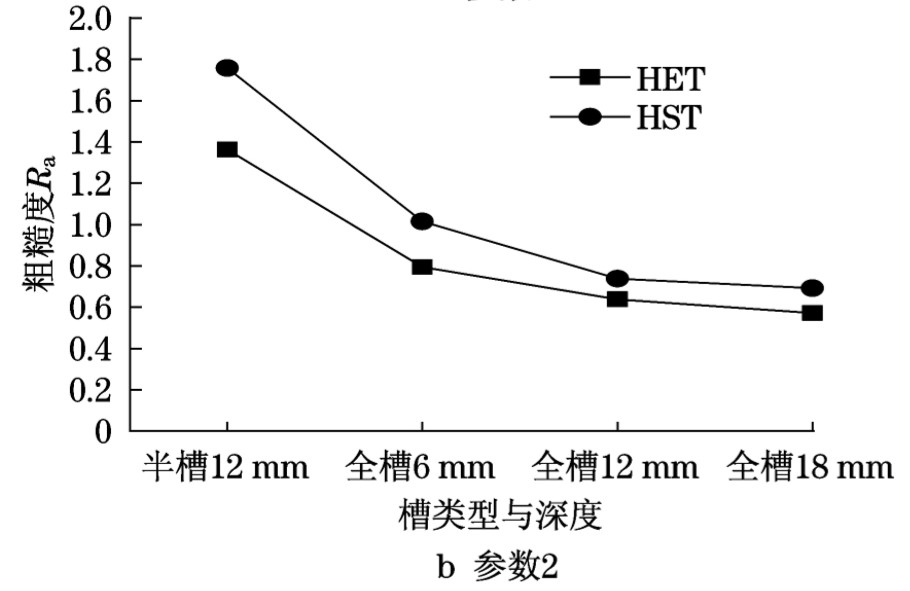

图6 相同参数不同刀柄的切削粗糙度对比

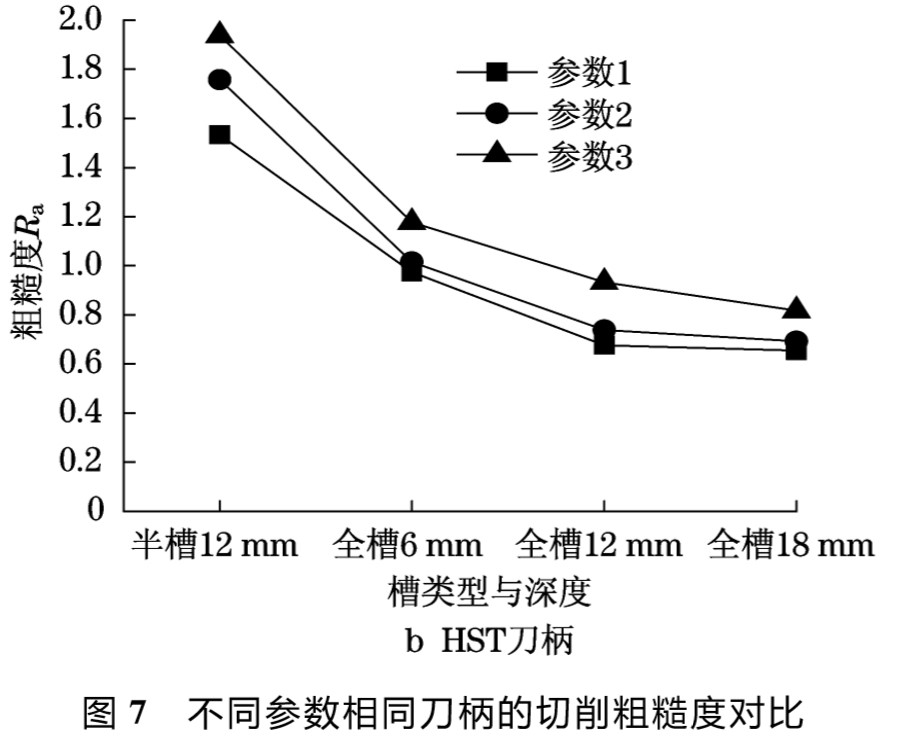
(2)结果分析 通过试验结果分析得到:
①在切 削参数和槽相同的情 况 下,液 压刀 柄 加 工的 侧 面 粗 糙度值明显低于热缩刀柄.
②在相同切削参数下,半 槽的粗糙度值明显高 于 全槽,这是 因 为 刀具 的 安 装 状态使其属于悬臂梁,半槽切削时,与进给方垂直向 上的刀具受到的力大 于 全槽,这将 导 致 刀具 弯 曲 变 形甚至引起振动,从而使表面加工质量更差.
③随着 全槽深度的增加,粗糙度值有所下降,这是因为槽越 深,刀具切削刃与工件的接触越大,切 削 力 更 为 平 稳,所以切削过程相对稳定.
④在刀柄和槽相同的情 况下,粗糙度值随着参数的减小而变大.
3.2 刀具寿命试验
采用表2参数,每个刀柄 重复3次切削加工试验,检测得到试验数据,得到磨损带宽带与测量切削)次数的关系,如图8所示.
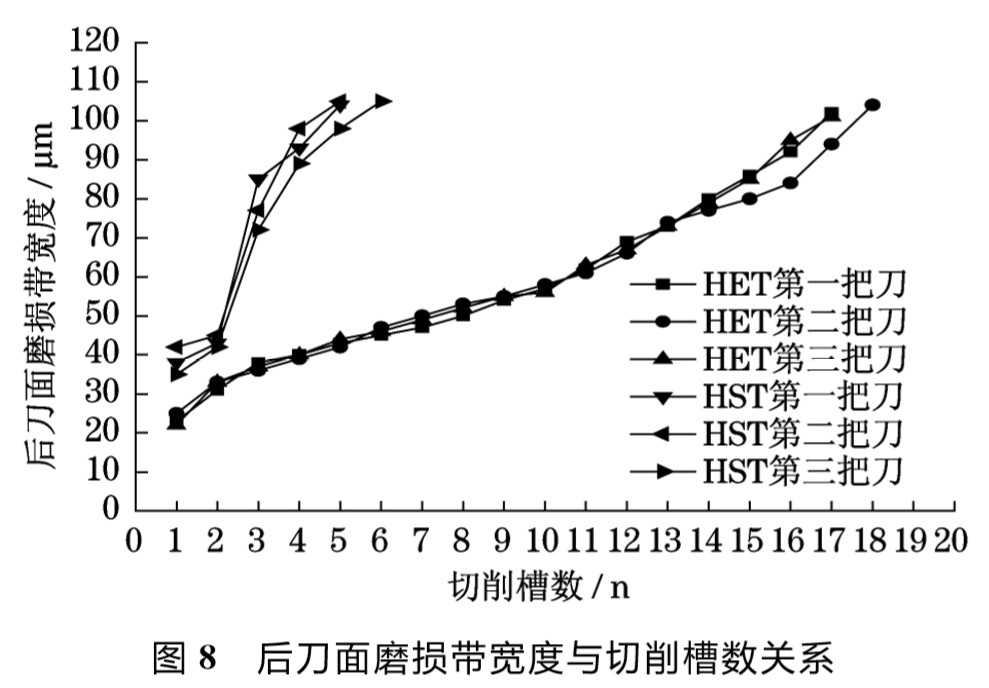
通过试验结果分析得到:
① 使用热缩刀柄夹持刀具切削时,刀具在完成5~6次切槽加工后磨损就达到100μm;而液压刀柄夹持刀具 切削时可以完成17~18个槽,是前者的3倍.日本NT液压刀柄
②切削次数相同情况下,热缩刀柄所夹持的刀具的磨损明显高于液压刀柄;热缩刀柄所对应曲的线更加陡峭,即 刀具的恶化程度更快,所以随着次数的增加,两种刀柄所对应的磨损带宽度的差值越来越大.
③ 通过以上分析,可知使用液压刀柄所夹持的刀具寿命比 热缩刀柄所夹持的刀具的寿命高很多,具有更好的切削性能.
4 结语
(1)粗糙度试验表明:相同切削参数下,液压刀柄所切削的表面的加工质量明显优于热缩刀柄,即液压刀柄具有更好的切削性能.
(2)刀具寿命试验表明:相同切削参数下,使用液压刀柄所夹持的刀具的后刀面磨损带宽度相比于热缩刀柄增加较慢 ,即其所夹持的刀具具有更长的刀具寿命,可以认为液压刀柄可以在更恶劣的切削参数下进行工作.
(3)对比分析发现,热缩刀柄夹持部分厚度比液压刀柄要薄,因此前者相对刚性较差.在粗加工时 ,切削力较 大,液压刀柄夹持刀具变形小于热缩刀柄,所以加工得到工件的表面质量好于热缩刀柄,且刀具寿命高于热缩刀柄.因此在进行粗加工时,建议选择液压刀柄.日本NT刀柄!









