针对医疗产业难材钛与不锈钢的全新解决方案
前颈椎骨板加工范例
微小径是我们的专长,难加工材料是我们的挑战。
我们为 "酷炫而疯狂" 无论钻孔或铣削,从外径范围0.3mm-8mm,
我们拥有全新的几何设计以及独一无二的内冷出水技术。纯钛、钛合金、不锈钢及超级合金的加工上,我们的终极目标: 高精度、高效率及高可靠性。
从原物料到成品 – 缩短加工时间并维持质量
工件描述

材料
■ 尺寸: 118 x 20 x 12 mm
加工
■ 总加工时间: ~35 min
■ 刀具使用数量: 12
■ 加工步骤: 14
铣削、钻孔、倒角及攻牙 – 12支疯狂的刀具
刀具描述
疯狂內冷球刀 - 4刃 (CrazyMill Cool Ball - Z4):
![]()
■ 刀具 1: 2.CMC30.M5Z4.800.1, Ø8 mm, M型, 可加工深度3.5 x d, 柄部出水技术
■ 刀具 2: 2.CMC30.B5Z4.600.1, Ø6 mm, B型, 可加工深度3 x d, 柄部出水技术
■ 刀具 3: 2.CMC30.M5Z4.150.1, Ø1.5 mm, M型, 可加工深度3.5 x d, 柄部出水技术
疯狂內冷球刀 - 2刃 (CrazyMill Cool Ball - Z2):
![]()
■ 刀具 4: 2.CMC30.A5Z2.080.1, Ø0.8 mm, A型, 可加工深度2 x d, 柄部出水技术
疯狂內冷圆鼻刀 - 2刃 (CrazyMill Cool Square / Corner radius - Z2):
![]()
■ 刀具 5: 2.CMC30.A2Z2.250.1, Ø2.5 mm, A型, 可加工深度1.5 x d, 柄部出水技术
■ 刀具 6: 2.CMC30.B3Z2.200.1, Ø2 mm, B型, 可加工深度3 x d, 柄部出水技术
■ 刀具 7: 2.CMC30.B2Z2.150.1, Ø1.5 mm, B型, 可加工深度3 x d, 柄部出水技术
■ 刀具 8: 2.CMC30.B3Z2.080.1, Ø0.8 mm, B型, 可加工深度3 x d, 柄部出水技术
疯狂斜面引导钻 (CrazyDrill Crosspilot)
![]()
■ 刀具 9: 2.PD.01000.170, Ø1 mm, 外部冷却
疯狂钛系列微小径引导钻 (CrazyDrill Flexpilot Titanium):
![]()
■ 刀具 10: 2.PFT.100.0, Ø1 mm, 外部冷却
疯狂中心出水钻 - 钛专用 - 特殊品 (CrazyDrill customized for titanium):
![]()
■ 刀具 11: 2.C.0059065.00, Ø1.8 mm, 可加工深度 6 x d, 中心出水
疯狂铣牙刀 - 特殊品 (CrazyMill customized for threading):
![]()
■ 刀具 12: 2.C.0049383.00, Ø1.06 mm, 柄部出水技术
机台

机型
■ DMG Mori DMU 50
轴向行程
■ X / Y / Z: 650 mm / 520 mm / 475 mm
■ A 和 C - 轴旋转与摇摆范围: 360° 和 -35° / +110°
■ 快移速度XYZ轴: 42 m/min
主轴规格
■ 主轴转速: 20'000 rpm
■ 扭矩: 130 Nm
■ 功率: 35 kW
■ 高压出水: 40 bar
CNC控制器和编程软件
■ 控制器: 海德汉 Heidehein 640
■ CAD / CAM Autodesk
切削液
■ 水溶性切削液 12%
夹持系统
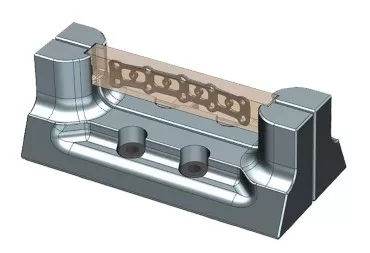

特点
■ 虎钳: TANDEM KSA 160 - Schunk
■ 夹爪设计: 客制化
■ 材质: 钢
■ 紧固系统: 机械式
TANDEM KSA 160 - Schunk
夹持模组在有限空间內仍具有最大夹持力特殊的几何形状允许工具到工件的最佳可及性。
驱动方式可分为气动、液压、手动及弹簧驱动
■ 造型精巧,不占用机台工作空间
■ 特殊外型设计,降低加工干涉及减少铁屑残留
■ 高夹持力,适用于高速铣削
■ 加工过程中可保持夹持力不变
■ 高灵活度的夹持范围
■ 搭配近接开关,可监测夹持状态
■ 保证长使用寿命
骨板加工 – 14个加工流程

针对医疗产业难加工材钛与不锈钢的全新解决方案『前颈椎骨板加工范例』米样本

更多信息您可以关注我们的微信公众号获取









