日本NT液压刀柄保养说明书-PHC
请仔细阅读此保养说明书、并按照正确的使用方法来使用刀柄
详细说明了过去的一些实际使用中容易发生问题的注意点
一、关于安全上的注意事项
《警告》
1. 请正确安装及卡芯。
・请选择适合刀具柄径尺寸的卡芯。
・请选择适合卡芯尺寸的卡帽。
・请选择适合刀柄尺寸的卡帽。
2. 请正确安装到工作机械上。
请将NC工具(BT型)用指定扭力锁紧拉钉,安装到主轴上。
3. 发生故障时,请立刻停止使用。
发生刀具脱落、刀柄脱落时,请通过最近的销售商,咨询NT工具。
4. 请不要分解及改造产品。
《注意》
1. 请使用正品部件。
请使用NT生产的正品卡芯及卡帽。若使用其他公司的产品,则可能导致刀具破损等故障。
2. 请不要徒手接触刀具。
安装拆卸刀具时请使用棉布或手套。
3. 在将液压刀柄装到机械上去之前,请一定要清洁主轴和刀柄柄部。
若液压刀柄柄部或主轴上附着灰尘油渍,则会使主轴安装精度降低、造成刀柄柄部受伤、刀柄涂层剥落等刀柄及主轴退化。

二、 拉钉的安装 (BT柄)
BT柄 需要用机械侧的拉杆来拉拉钉。
请按照标准锁紧扭矩将机械的指定拉钉锁紧到刀柄上。
《操作顺序》
1.将刀柄固定到简易对刀仪等锁紧治具上。

2.将拉钉安装到BT柄的锥部先端上。
请选择和锁紧工作机械及锥部相匹配的拉钉。
拉钉上涂有防止松开的粘合剂,请使用扭力扳手(市售品) 在标准锁紧扭矩内锁紧拉钉。
拉钉锁紧时的要点
● NT推荐粘合剂 : loctite 262
● NT推荐拉钉锁紧扭矩
・BT30尺寸 : 8~12N・m
・BT40尺寸 : 30~35N・m
・BT50尺寸 : 140~150N・m
三、刀具的安装和拆卸
1. 强力液压刀柄 (安装)
《注意事項》
■ 请注意对刀柄的使用
安装、拆卸刀具的搬运过程中请注意不要掉落。
■ 请使用柄部公差在h7范围内的刀具。
新制作新刀具的场合,建议h6公差 。
■ 请清洁液压刀柄。
如果有油或者污物附着在刀柄外观上,可能造成安装到主轴上时精度低下,刀柄(装入主轴的部分)
划伤,镀层剥离,主轴退化等刀柄和主轴的问题。

■请不要用手直接接触刀具。
安装和拆卸刀具时,请使用棉布或者手套。
《操作顺序》
1.1.将液压刀柄固定简单调整仪等锁紧用治具上。
请将液压刀柄牢牢地固定在负荷刀柄尺寸的锁紧治具上。

1.2.用棉布或气枪清洁刀柄内径部及刀具柄部。
・若附着灰尘、油渍等会造成卡持力下降、刀柄内径部受伤、涂层剥离等刀柄退化的情况。
・请确认刀柄内径部、刀具柄部上没有伤痕、凹痕
刀柄安装时的要点
●清洁液压刀柄内径、刀具柄部。
1.3.将刀具插入液压刀柄。
・请不要卡持切刃部。会造成内径变形、受伤。
・请确认松开操作螺钉。

・卡持刀具圆筒部时请不要低于最低卡尺长度。
[ PHC-S型卡尺长度基准表 ]
柄部型号 | 刀柄尺寸 | Type | 最低卡尺长度(mm) |
BT30 | 6,7,8 | 1,3 | 29 |
9,10,11,12 | 2 | 40 | |
BT40 | 6,7,8 | 1 | 29 |
9,10,11,12, | 40 | ||
1.4.用六角扳手转动操作螺钉进行锁紧。
・确认刀具是否能拔出。
・请不要空锁液压刀柄。这样会造成内径变形、造成故障。
操作螺钉的六角扳手尺寸表
刀柄尺寸 | 六角扳手尺寸 |
6,7,8,9,10,11,12 | 4mm |
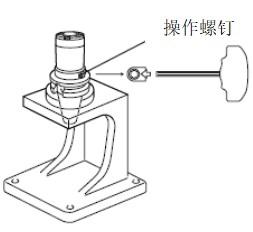
・请绝对不要碰触操作螺钉意外的螺钉。会导致漏油。
・操作螺钉有2处,有1处六角扳手是不能插入的,因为有封住的螺钉,请绝对不要操作。
・ 否则会导致漏油、刀具空转及刀具掉落的情况。
2. 强力液压刀柄 (拆卸)
2.1.将液压刀柄固定简单调整仪等锁紧用治具上。
2.2用六角扳手松开操作螺钉。
在刀尖朝下的状态下松开螺钉的话,会有刀具掉落的危险。请一边用手托住一边松开。
2.3取下刀具。
2.4拔出刀具后,请再进行松开1圈以上的操作。
这项操作是为了消除套筒的弹性变形,保持精度。
3. 强力液压刀柄 (保养)
3.1 将已成合适外径(h7、h6 的公差)的心轴或刀具圆筒部插入液压刀柄内径,并保证已超过最低卡持长度。
3.2将操作螺钉微微锁紧,直至用手轻转不动心轴或刀具为止。
3.3从刀具不能转动状态下的六角扳手位置开始,一边数所转圈数,一边完全锁紧。
如果这时的圈数如下表所示,则表示液压刀柄的功能正常。
万一操作螺钉的转圈数未满规定圈数,则恐怕说明卡持力下降了。
这时,请您通过购货的代理店,送回弊公司修理。
PHC型功能刀柄
刀柄尺寸 | 操作螺钉圈数 |
6 | 1.5圈以上 |
7,8, | 2圈以上 |
9,10,11,12 | 3圈以上 |
BT30 伸出长度45mm的场合
刀柄尺寸 | 操作螺钉圈数 |
6 | 1.5圈以上 |
7,8 | 2圈以上 |
9,10,11,12 | 2圈以上 |
四、使用上的注意事项
1.请认真管理刀柄柄锥部,使其不要有锈渍、伤痕、凹痕、灰尘附着。
2.请确认套筒内径部没有不要有锈渍、伤痕、凹痕、灰尘附着。
3.为确认卡持力,请确认液压刀柄的机能。
若操作螺钉的圈数在规定以下,则恐怕会使卡持力降低,请立即停止使用,委托修理。

PHC型机能确认
刀柄尺寸 | 操作螺钉的圈数 |
6 | 1.5圈以上 |
7,8, | 2圈以上 |
9,10,11,12 | 3圈以上 |
BT30伸出长度为45mm的场合
刀柄尺寸 | 操作螺钉的圈数 |
6 | 1.5圈以上 |
7,8 | 2圈以上 |
9,10,11,12 | 2圈以上 |
4.若长时间不使用,请完全除去污垢、湿气后,进行防锈处理。
若上面附着水溶性切削液、锈渍、油膜、灰尘等,故障。
请取下刀具另行保管。
5.发生故障的场合时,请立即停止使用。
发生刀具脱落、刀柄脱落时,请通过就近代理店咨询NT工具。
五. 故障排除
5.1. 加工径扩大 ○ 原因:刀具跳动大
主要原因 1 : 卡芯、刀具、刀柄附着灰尘。
用棉布或气枪将卡芯、刀具、刀柄弄干净。
主要原因 2 : 主轴装夹部脏
用棉布等将主轴弄干净。
主要原因 3 : 卡芯的精度退化
通过就近代理店咨询NT工具。
主要原因 4 : 刀具跳动
请更换刀具。
主要原因 5 : 刀具重磨有问题
请再次重磨刀具。
5.2. 钻孔的弯曲 ○原因:冷却液供给不足
主要原因 1 : 冷却液量不足
请确认槽内的冷却液量。不足的时候,请补充。
主要原因2 : 刀柄内部太脏
请清洁刀柄内部。
请清洁冷却液槽内部。
主要原因3 : 冷却液的退化
请确认冷却液的浓度。
以上为日本NT液压刀柄保养方法,若您有更好的方法欢迎在下方留言









