今日上午德国瑞品有限公司中国副首席代表马进龙先生,在我司会议室为销售部同事做了专业的产品技术培训,小编摘取部分会议内容与大家分享,望在高效的路程上能助您一臂之力!
1前言
2EPPINGER动力刀座简介
3动力刀座的分类
4动力刀座的发展与应用
5动力刀座新亮点
6 Preci-flex与高效加工技术
7总结
1前言
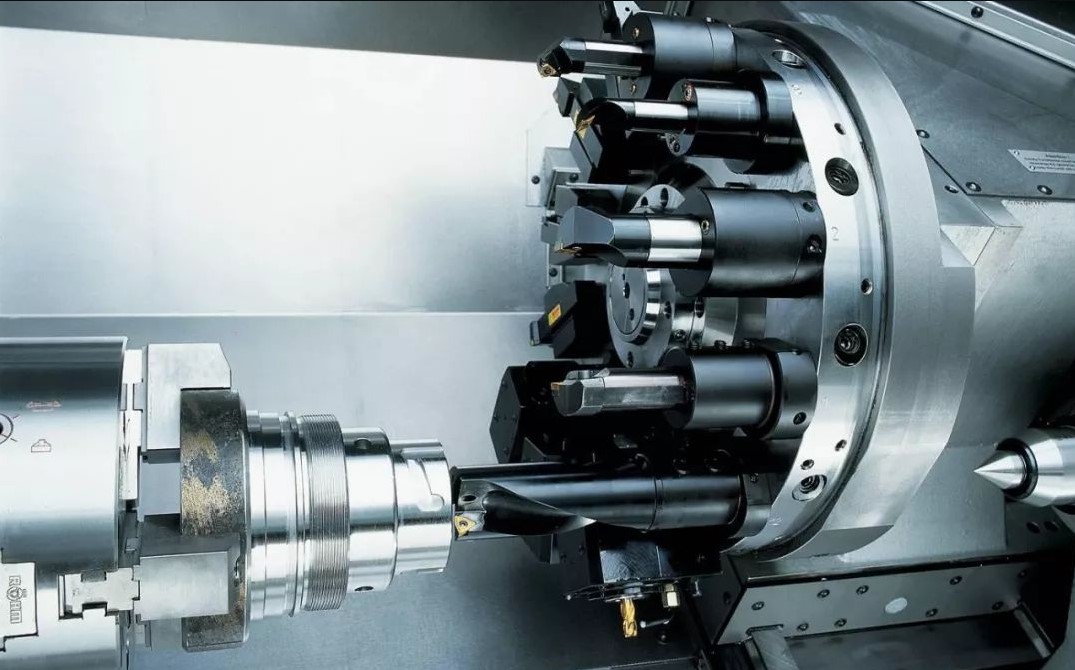
1、车削中心是以车床为基本体,并在其基础上进一步增加动力铣、钻、镗,以及副主轴的功能,使车件需要二次、三次加工的工序在车削中心上一次完成;是一种复合式的车削加工机械,能让加工时间大大减少,不需要重新装夹,以达到提高加工效率与精度的要求。
2、随着生产效率和用户对于精度要求的不断提高,工艺师们更多地采用车削中心进行加工方案的输出,所以一般提供给客户的是高精度、高效率的完整方案,而提供这种高技术含量的方案,同样要求我们配置精心选择的夹具工装和动力铣削头等功能部件。
3、实现零部件加工高精度、高效率的目标。
2、EPPINGER动力刀座简介
EPPINGER公司位于德国斯图加特,成立于1925年,公司长期致力于工业自动化和机械加工领域机床工具附件系统,为高效和疑难加工提供解决方案; EPPINGER凭借自己在业界的领先技术为客户提供批量化的标准动力刀座和定制专用、特殊动力刀座,为客户的疑难加工提供高效解决方案;因其产品技术领先而独一无二,因其公司服务真诚而发展壮大。
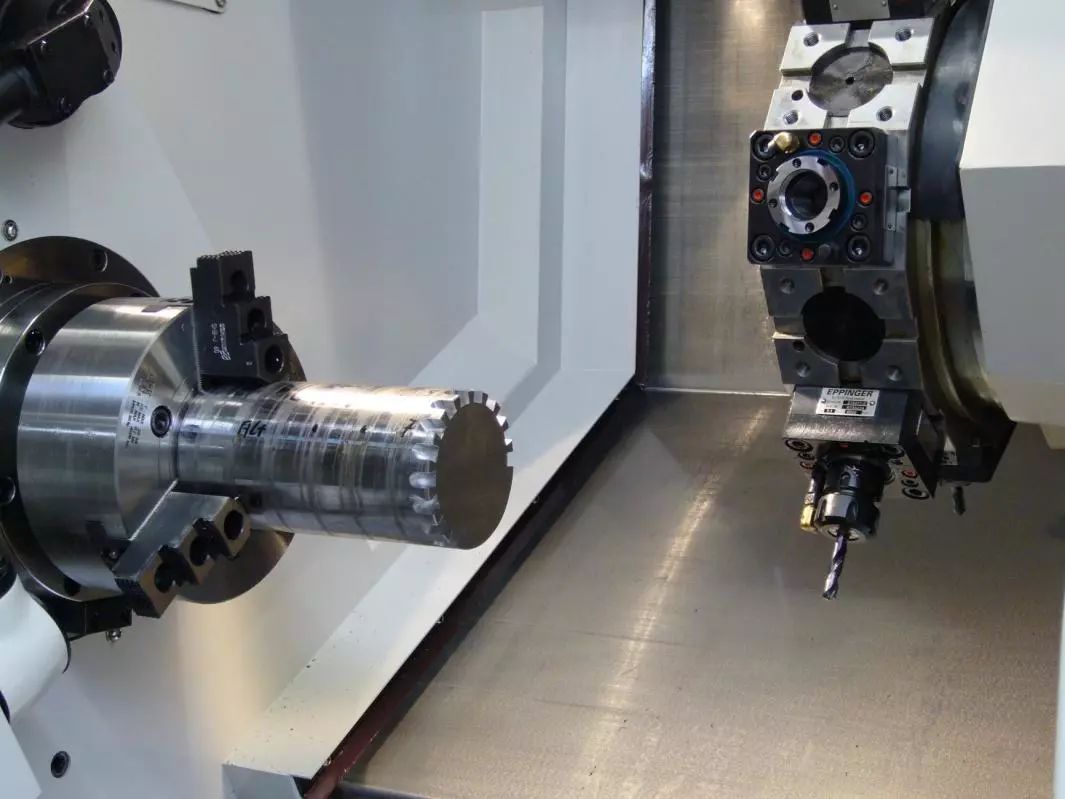
动力刀座指的是安装在数控车削中心机床动力刀塔上、可由伺服电机驱动实现车床上面铣、钻、镗等特殊加工的刀座。这种刀座一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。
我们的宗旨是:
缩短产品技术革新的周期
保证产品市场需求的质量
增加客户现场应用的信赖
保障客户工艺优化的实效
3、动力刀座的分类
1、车削中心机床动力刀塔的分类
盘式刀塔(Disc Turret):
刀座装在刀盘的轴面上,是最早出现的,刀塔形式,较局限。
↓↓↓
星形刀塔(Star Turret):
刀座安装在刀盘的圆周上,呈星形分布,新型的刀塔结构。
↓↓↓
其它
单主轴,单刀塔(上刀塔T)
双主轴(带副主轴S)
单刀塔,双主轴双刀塔
甚至三刀塔
2、刀塔和刀座之间的接口方式分类
VDI(DIN69880):通过斜锲与刀座尾部锯齿啮合,将刀座固定在刀塔上,可实现刀座的快速更换,接口标准统一,生产厂家多。
VDI 16、20、25、30、40、50、60
↓↓↓

BMT(Bolt-on,螺栓紧固):螺栓将刀座与刀塔固定,刚性强,重复定位精度高。此接口于1999年由EPPINGER与斗山机床联合开发,生产厂家少还没有统一的标准。
BMT 45、55、65、75、85
↓↓↓
3、动力刀座的分类
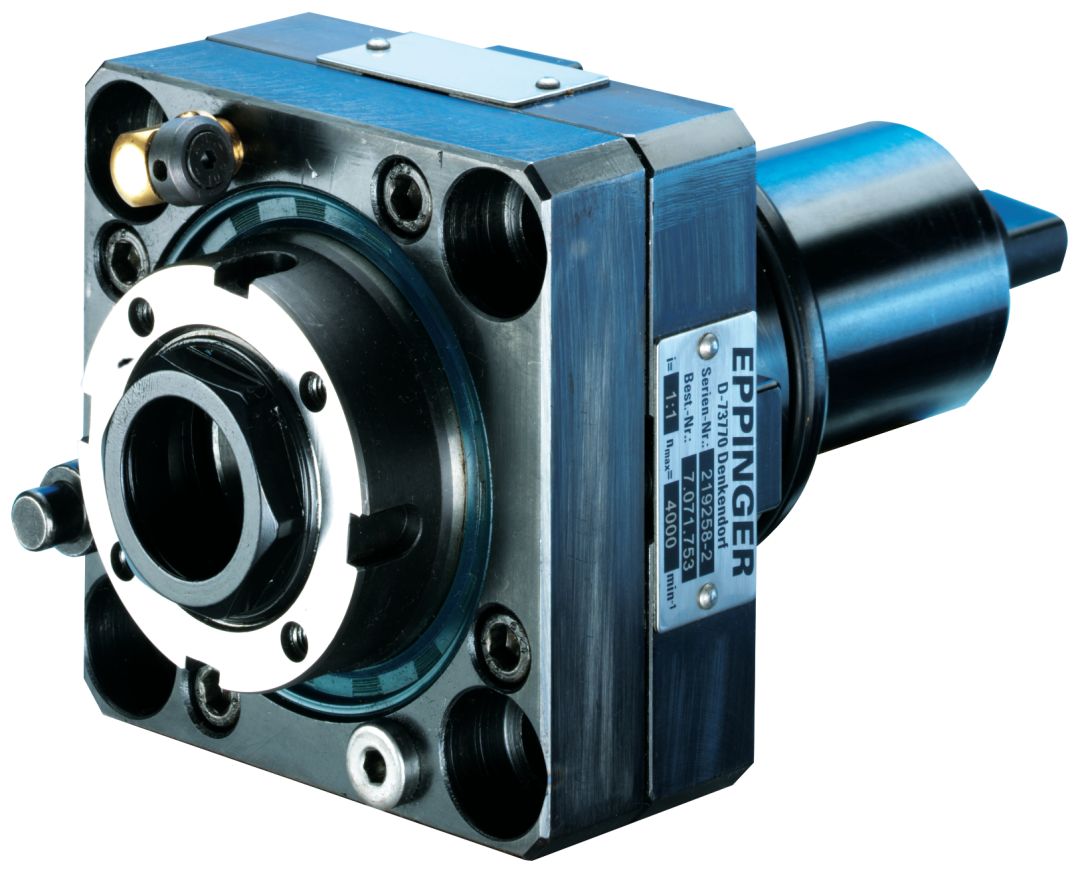
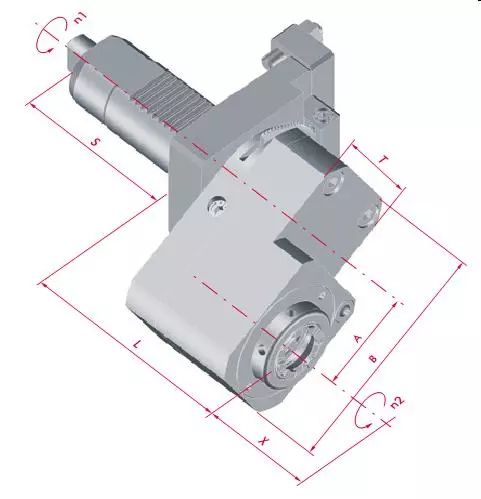
A、根据结构与外形分类:直柄、直角(标准)、直角后缩(短式)
B、根据冷却方式分类:分为外部冷却和内部(贯通)冷却方式
C、根据速率、传动比分类:分为等速、升速、降速
D、根据动力座尾部联轴器形式分类
4、动力刀座的发展与应用
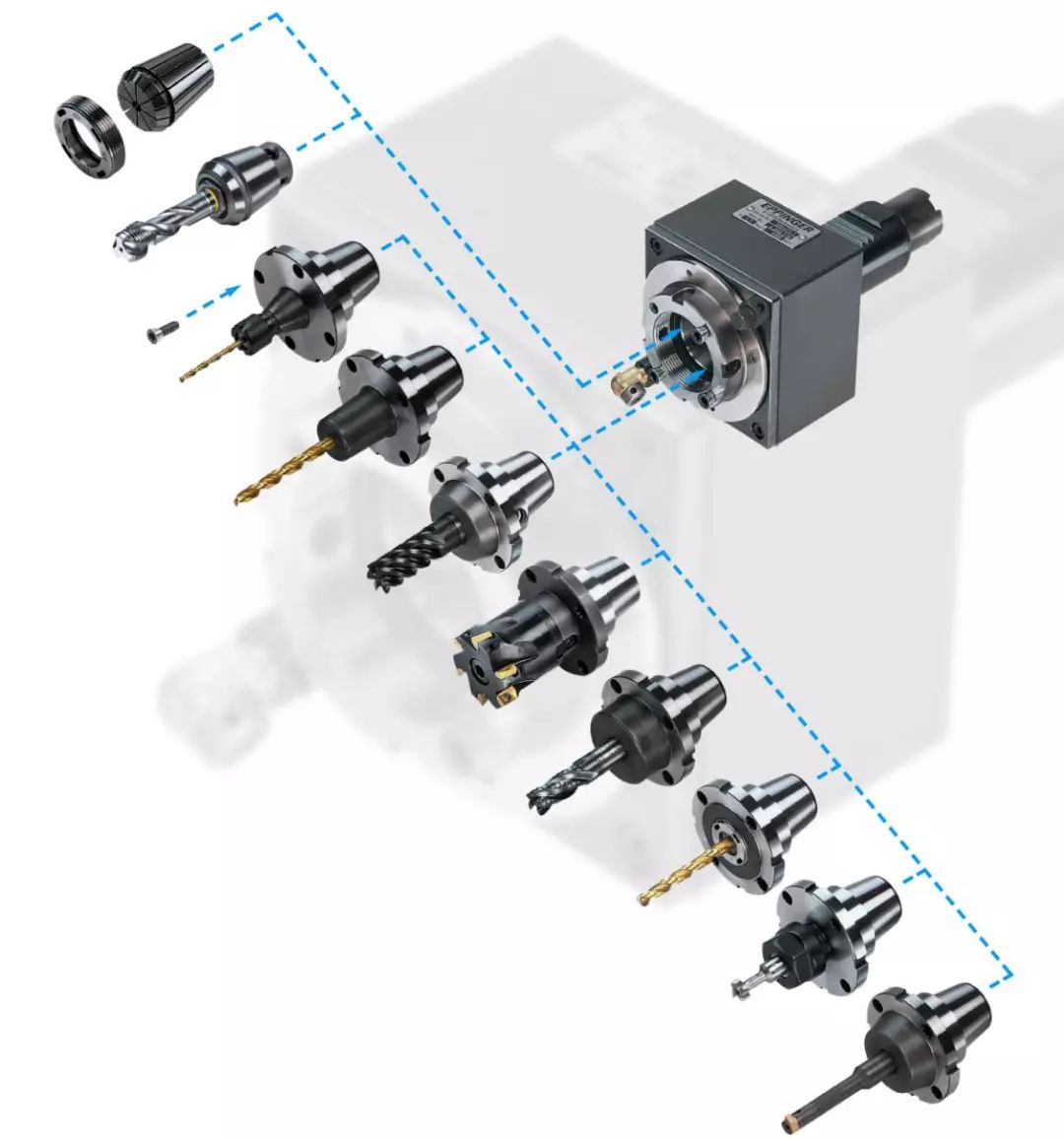
1、第三代动力刀座
2004年第三代动力刀座:
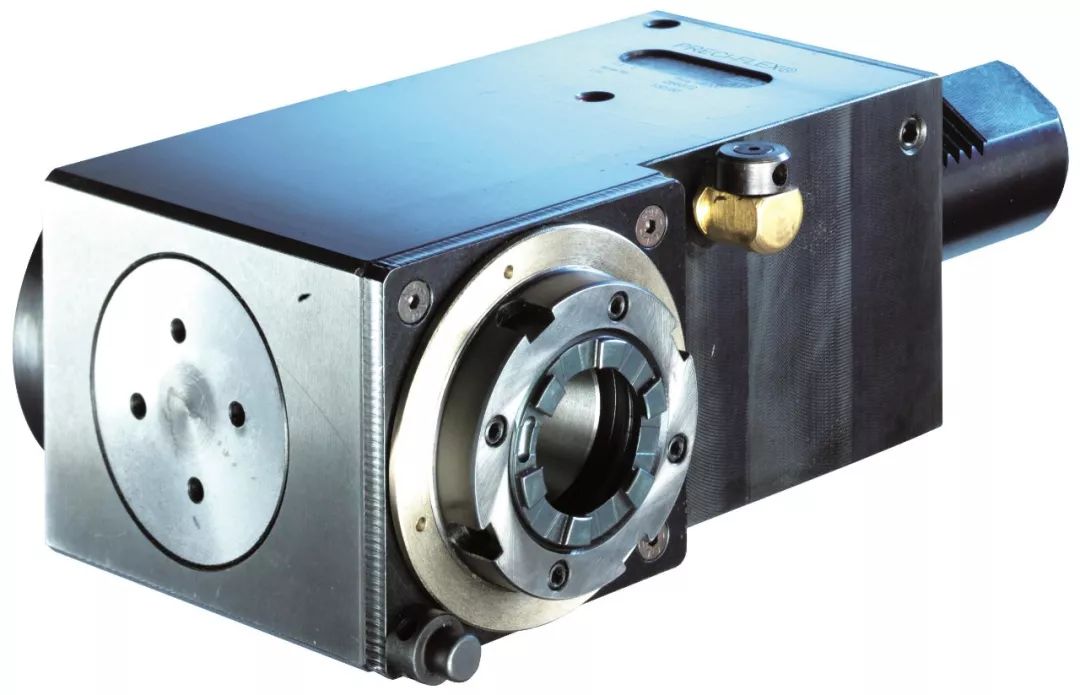
·在保持第二代刀座刚性和精度的基础上开发出新的第三代快换接柄的动力刀座PRECI-FLEX系列,实现了在同一刀座上快换不同钻头,铣刀,丝锥的多种可能。
·刚性、精度保证
·转速提高 6000-8000rpm
↓↓↓
应用于:全系列产品。
实现了将车削中心的动力刀座变为小型加工中心的主轴,可以依据加工零件的换型,快速更换刀具,并能够实现机外对刀。
↓↓↓
2、第三代动力刀座的优势:
重复定位精度:< 0,005mm
窜动:< 0,01mm
精度比标准弹簧夹头提高 :3 - 4 倍
和传统径向刀座相比的更换速度:20分钟-->1分钟
改进的夹紧刚度:提升 4倍
切削参数提升:2个等级甚至更多
工具使用寿命的延长:3 – 5倍
3、德国瑞品动力刀座技术特性
PRECI-FLEX快换接柄的演示结论:
高刚性
灵活性
快速
紧凑
经济
精度高
圆锥滚子轴承
短锥和平面定位
多种接柄
兼容弹簧夹头
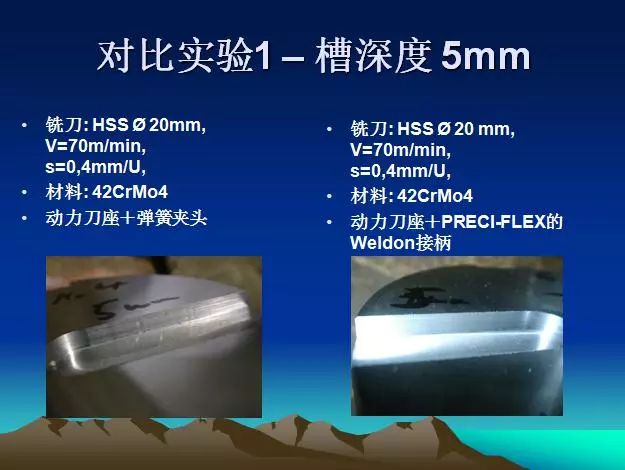
对比实验表明:第三代动力刀座与PRECI-FLEX接柄的完美组合可大大减少机床停机时间,降低单件成本19%-59%!
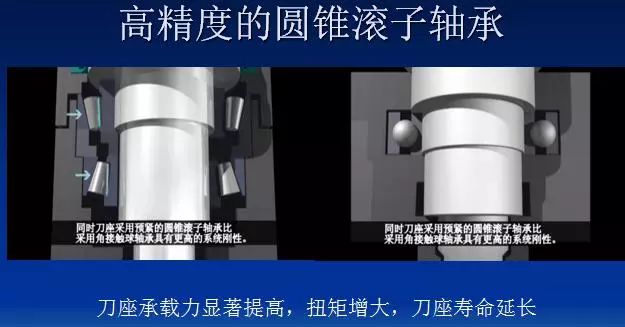

采用圆锥滚子轴承对刀座的精度要求和发热噪声控制比球轴承要高很多!
为此德国瑞品公司采用了世界顶尖的DIXI加工中心,完成刀座腔体的加工,并用先进的测量装置保证制造的精度。
经验丰富技师加精益求精装配工艺保证了动力刀座的质量一流。
5、动力刀座新亮点
EPPINGER公司就是在多轴头、高精度可调角度头、滚齿、POLYGAN、插齿和复杂动力刀座技术上处于世界领先地位,产品包括:
1、高精度双头、多头动力刀座;
2、高精度可调角度头斜孔加工刀座;
3、数控车削中心复杂动力刀座;
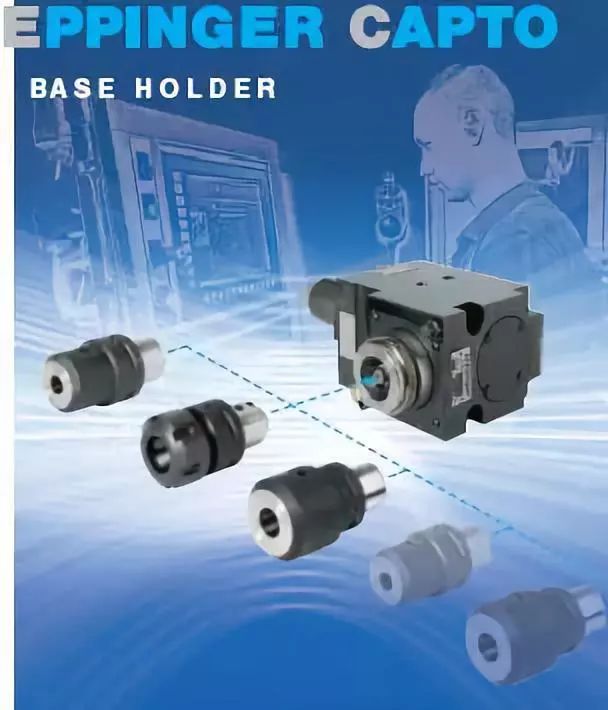
4、Capto快换系统动力刀座;
5、走心机专用模块化加工动力、非动力刀座;
6、新型标准接口动力刀座;
7、其它。
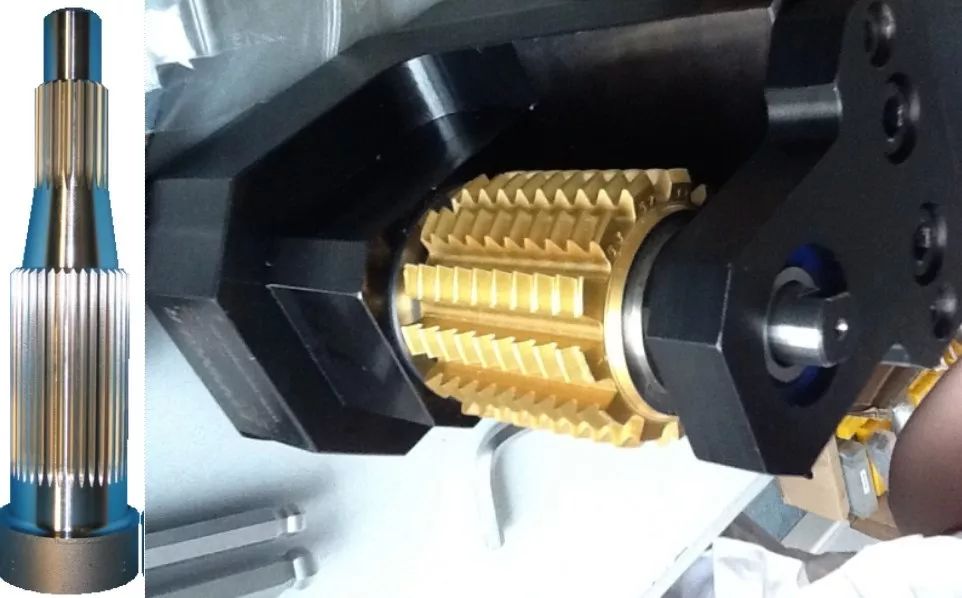
1、滚齿刀座
2、拉刀刀座
3、±Y轴方向偏移刀座,增加机床Y轴方向行程

4、正负主轴双向刀座

5、角度可调节刀座---打斜孔

6、带Y轴及Y轴方向可调刀座
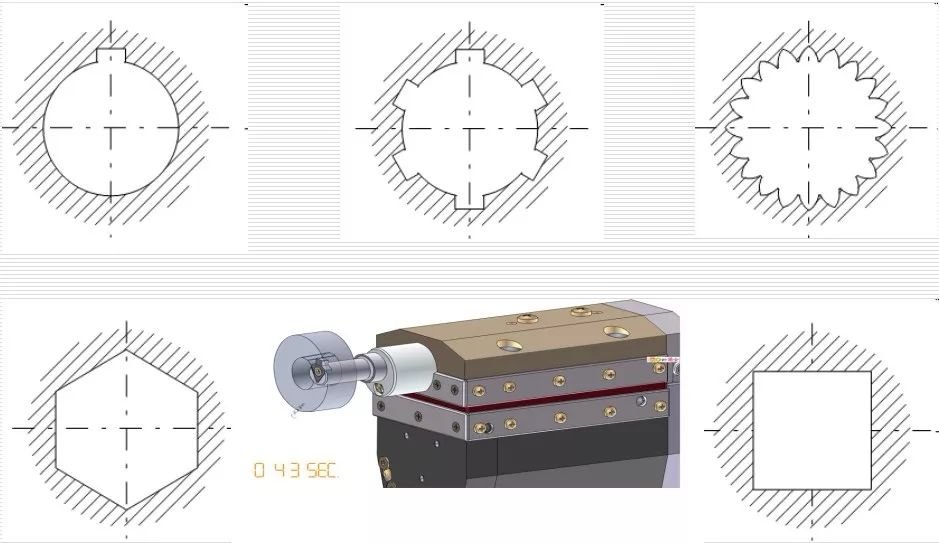
7、插槽动力刀座

8、Capto接口快换刀座
9、MAZAK、OKUMA新型动力刀座
10、POLYGAN:多方加工动力刀座

11、DECO-FEX快换系统

12、内壁钻动力刀座
6、 Preci-flex与高效加工技术
1、无限可能
结构紧凑
刚性好
灵活性好
高精度
预先装刀,机外对刀
换刀简便
高强度切削可用
工具寿命更长
投入的高效回报
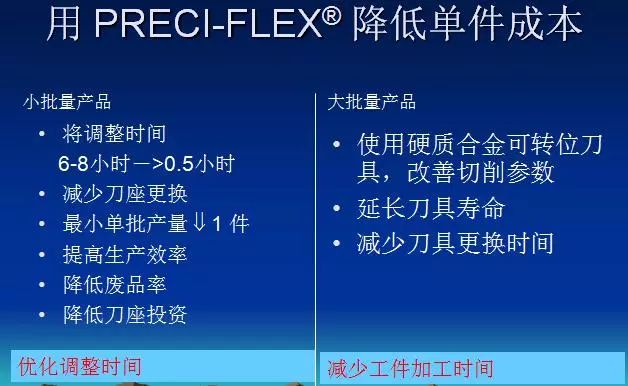
2、实现经济型
节省动力刀座投资
小批量工件的加工
减少调整时间,降低试验件数
大批量工件的加工
减少单件加工时间
改善切削参数,延长刀具寿命
3、实现现代化工厂集约式管理

7、总结
1、以车削中心为基本体,减少工件装卡次数,减少加工工序设计,保证加工工艺集中完成,结合自动化、无人化的设备配套,实现高效加工。
2、车削复合加工的动力头选择直接影响到产品产出的质量保障,其刚性、转速、精度以及更换效率等因素是保证工件加工的前提与基础。
3、在实现高效加工的同时,提高零件加工精度、加工质量依然是我们永远追求的目标。
4、通过客户信息的备案提供动力刀座保修及免费维护服务,实现本地化的维修服务更是我们的特色。









